MCR heavy duty slurry pumps are designed for the most aggressive duties, especially mill discharge or cyclone feeding applications. Hydraulic and wear experience combined with advanced material technology provide excellent wear life and reliability.
MCR mill circuit pumps easily manage large size particles in highly abrasive slurries in mineral processing plants. Unique design and wear evaluation software promotes high efficiency and optimum life. MCR mill circuit pump designs incorporate the latest in hypereutectic alloy and elastomer technology, extending wear life in highly abrasive and corrosive slurries.
Designed Features:
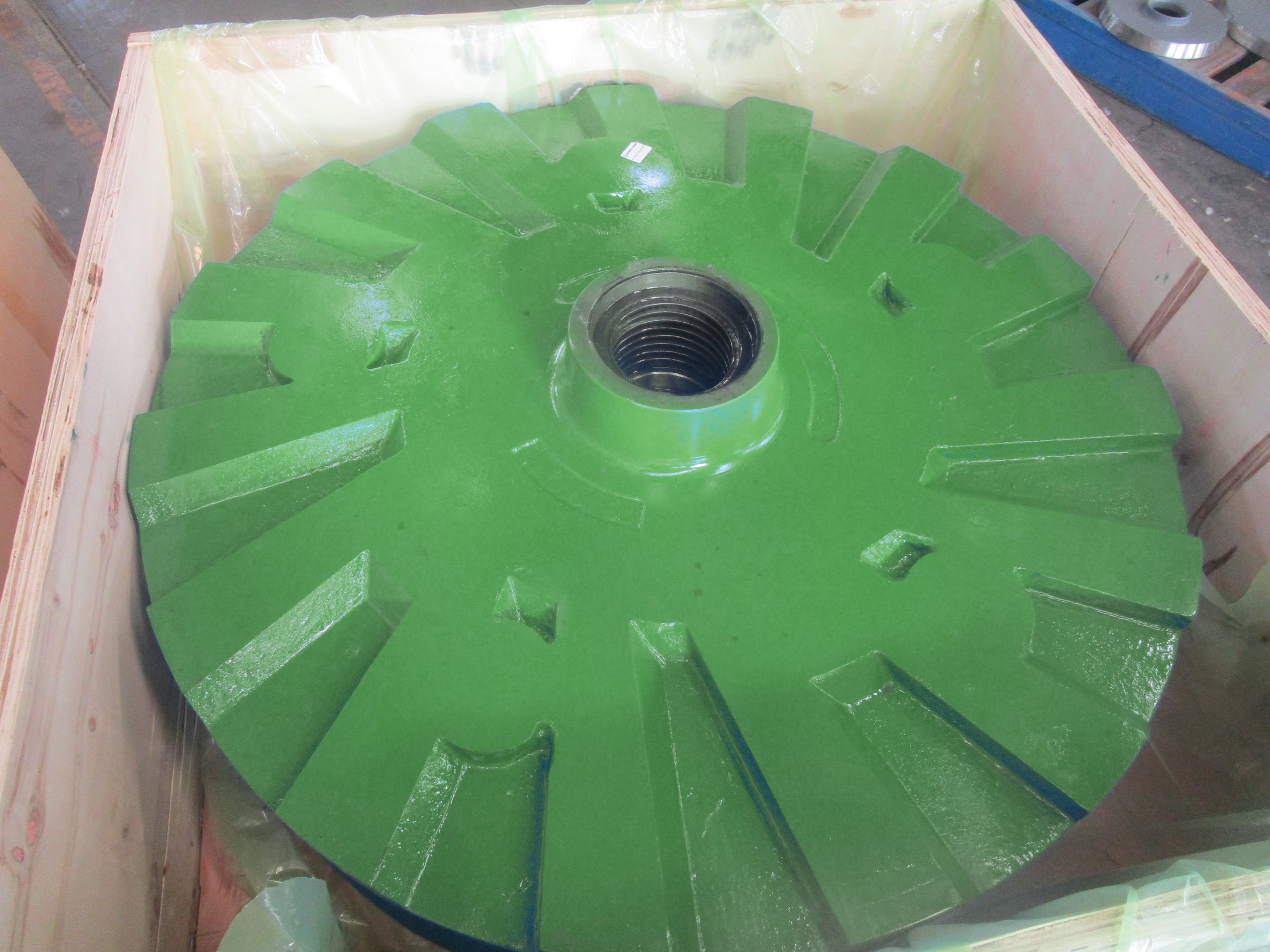
• Wear resistant alloy material made impeller of large diameter, low speed, high efficiency impeller provides longer wear life.
• Expelling vanes are designed to provide improved flow and reduced wear at the expelling vane tips.
• Large, open internal passages which reduce internal velocities thus reducing wear.
• A large diameter shaft with a short overhang and heavy duty roller bearings housed in a low profile fixed assembly or a removable bearing cartridge.
• More material in areas of high particle impingement gives exceptional wear life.
• Reversible casing allows the discharge orientation to be either “right vertical” position (standard) or “left vertical” position, thereby giving greater flexibility to the plant layout designer. The only additional parts required to effect the changeover are the clockwise rotation impeller and shaft.
Benefits of the elastomer liner in MCR pumps include:
• High resilience elastomer that will handle coarse particles and ball scats with ease
• A light weight design that is safer for maintenance, compared to heavy metal liners
• A lower cost than heavy metal liners
Matec Solutions manufacture replacements of MCR slurry pump parts, based on our experience of decades, size range of MCR 150, MCR250, MCR350, MCR450, MCR550, MCR650 etc., with lower cost and guaranteed performance, full life cycle quality warranty.
Pump Structure
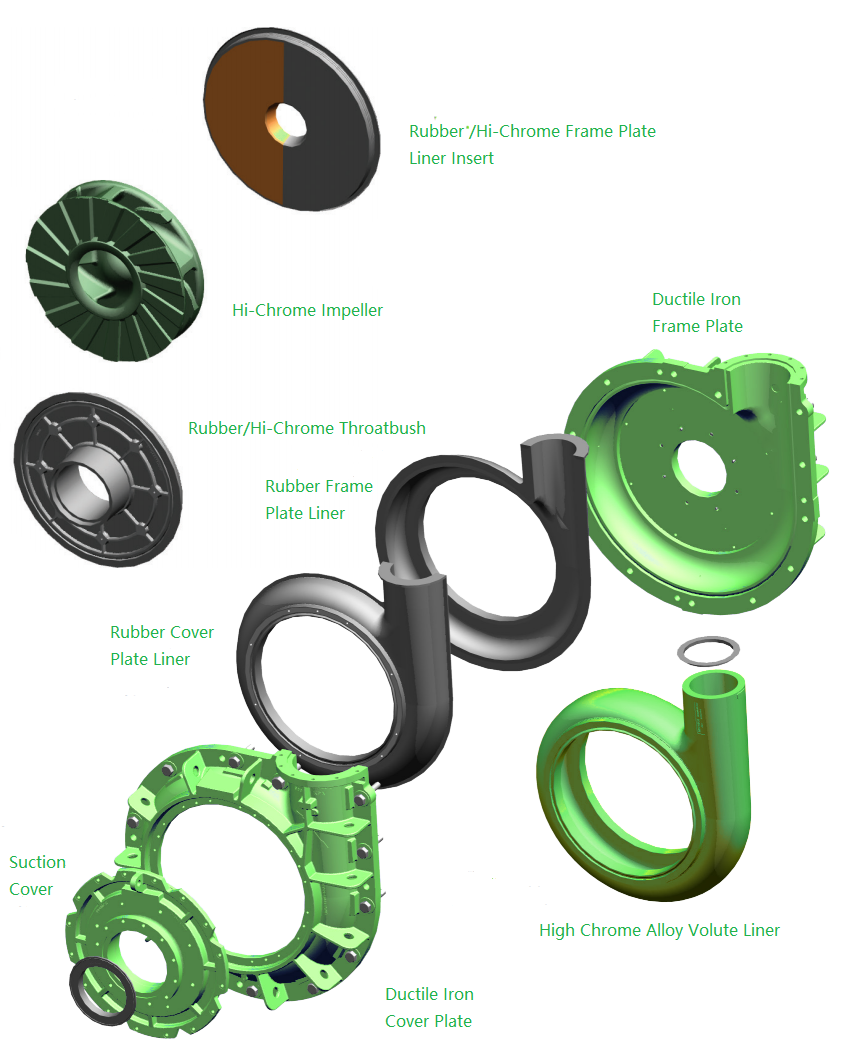
Impeller
Rubber Liners

MCR650 wet parts site trial

